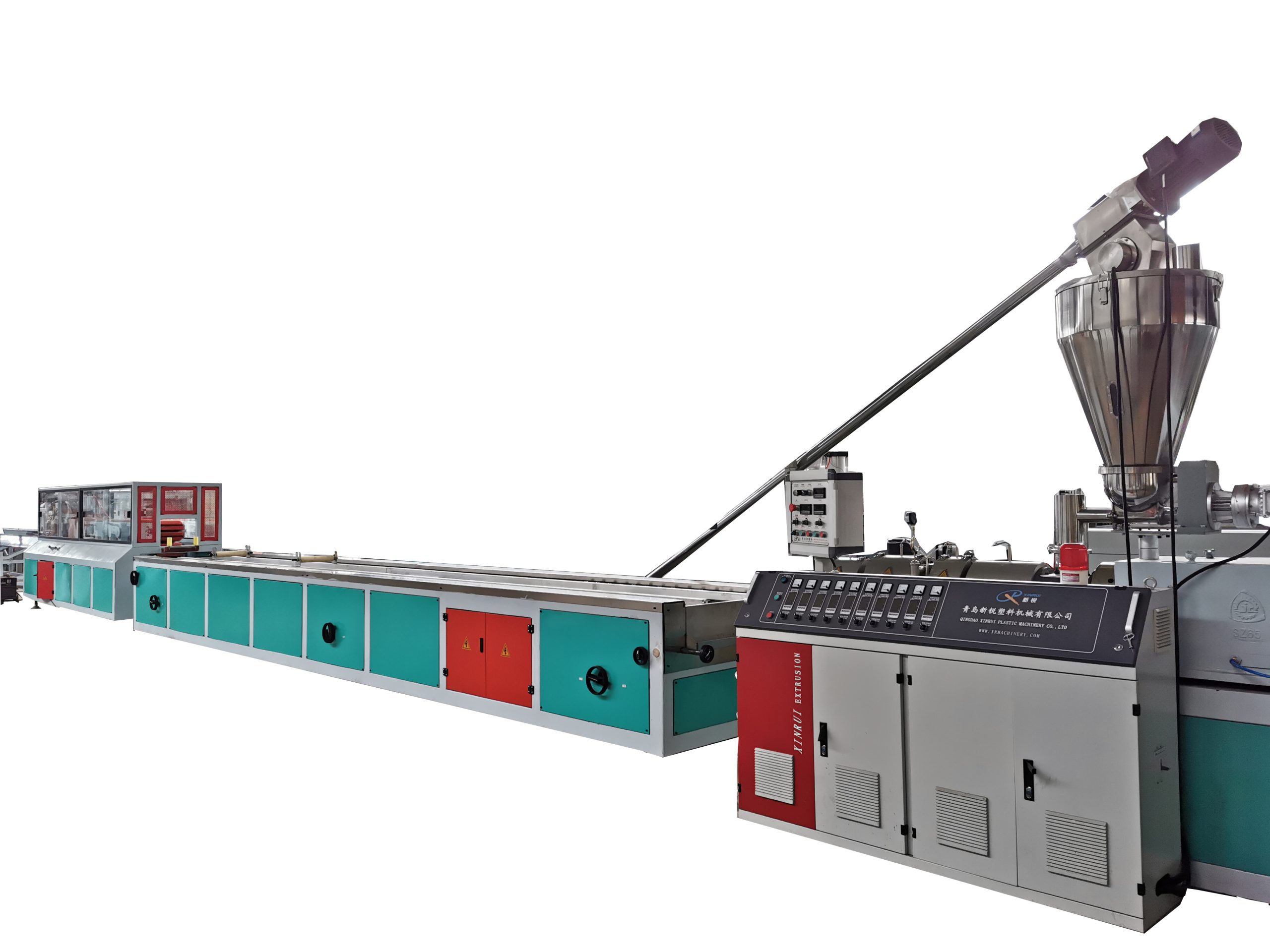
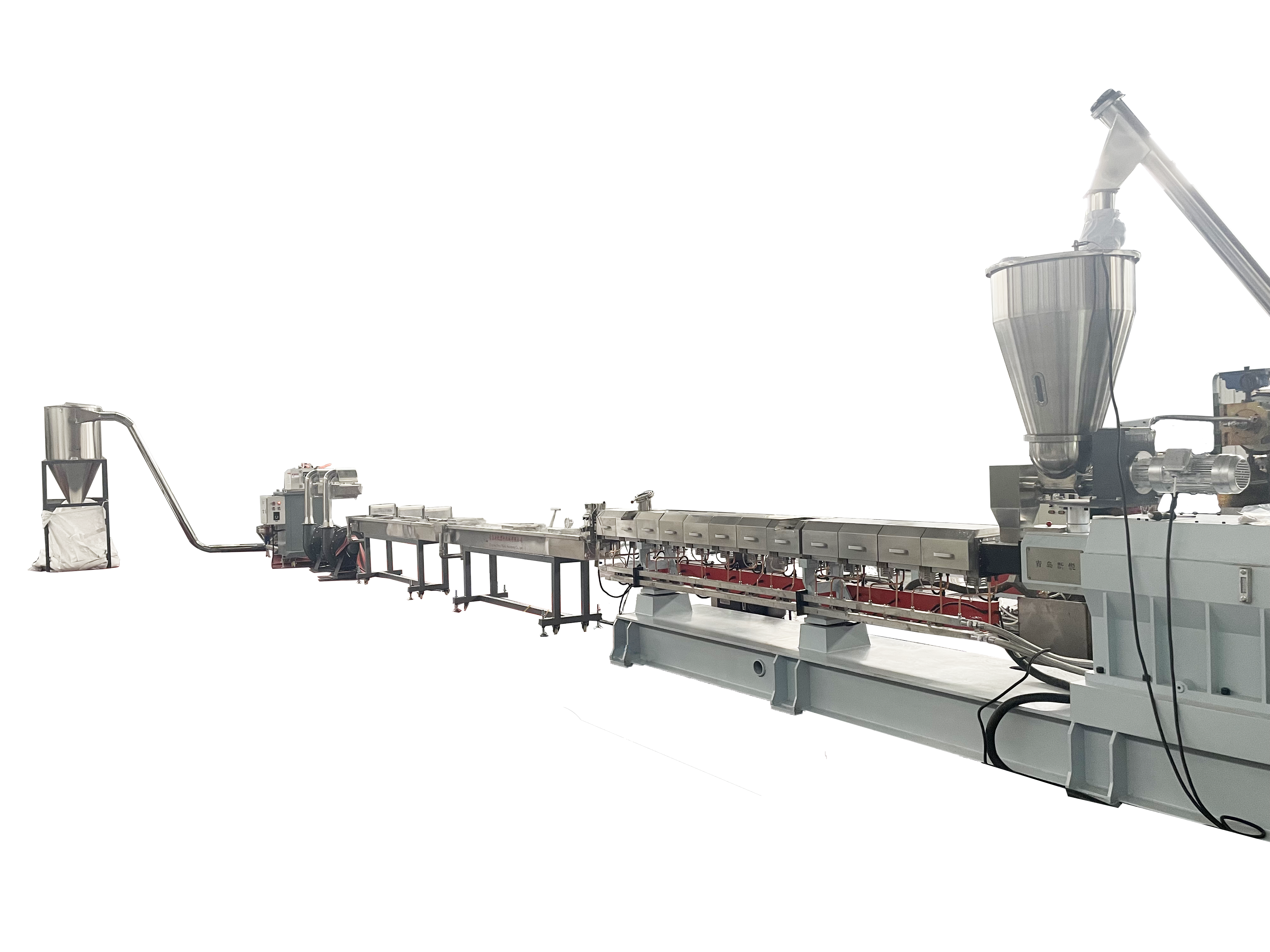
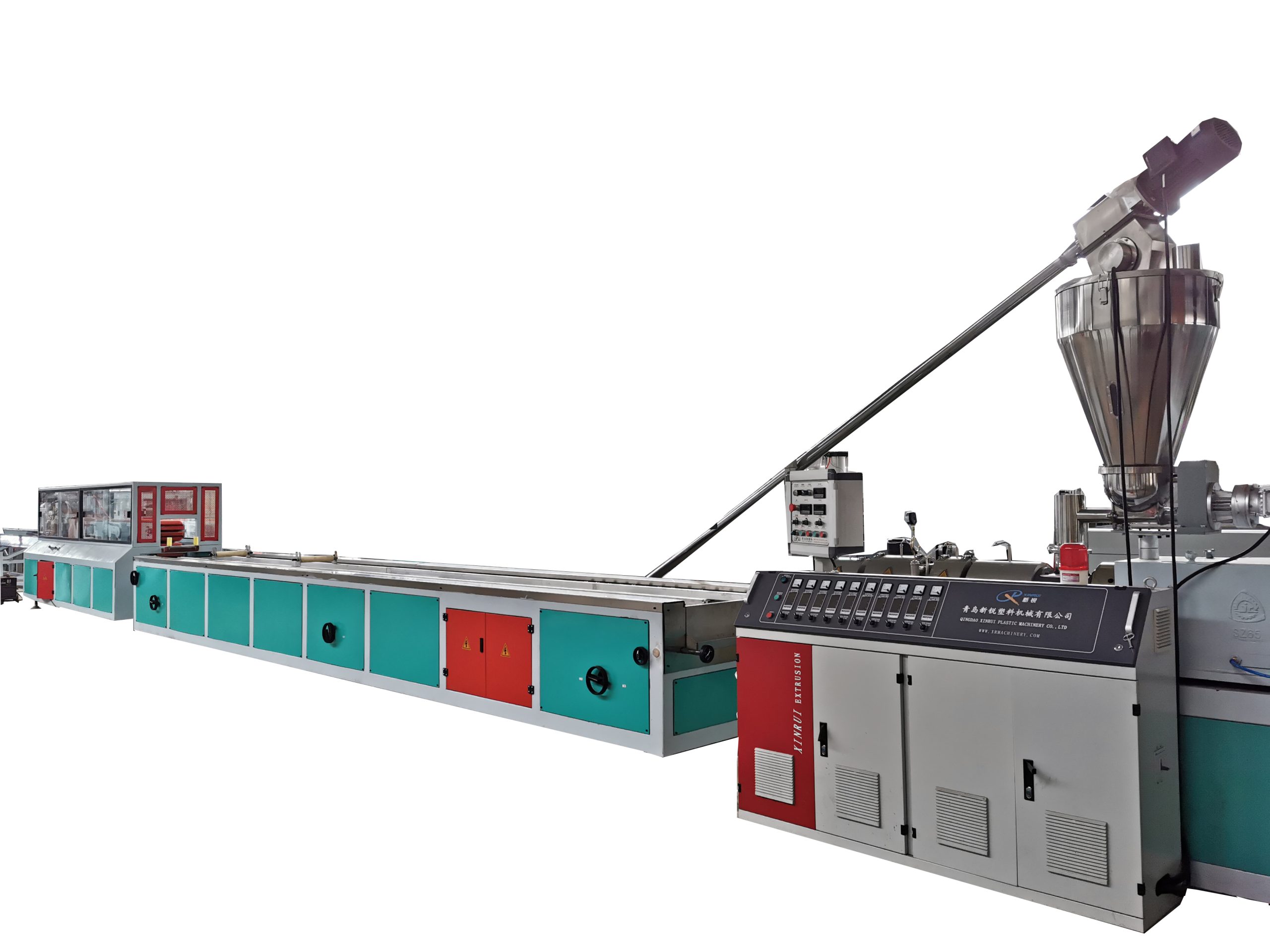
Одношнековый экструдер
Функция: Является «сердцем» линии. Отвечает за плавление гранул полиуретана и создание однородного расплава, который непрерывно подается под давлением к фильере.
Процесс: Шнек вращается внутри обогреваемого цилиндра, захватывает гранулы, перемешивает, плавит их и гомогенизирует (создает однородную массу без пузырьков воздуха), после чего выдавливает расплав через фильеру.
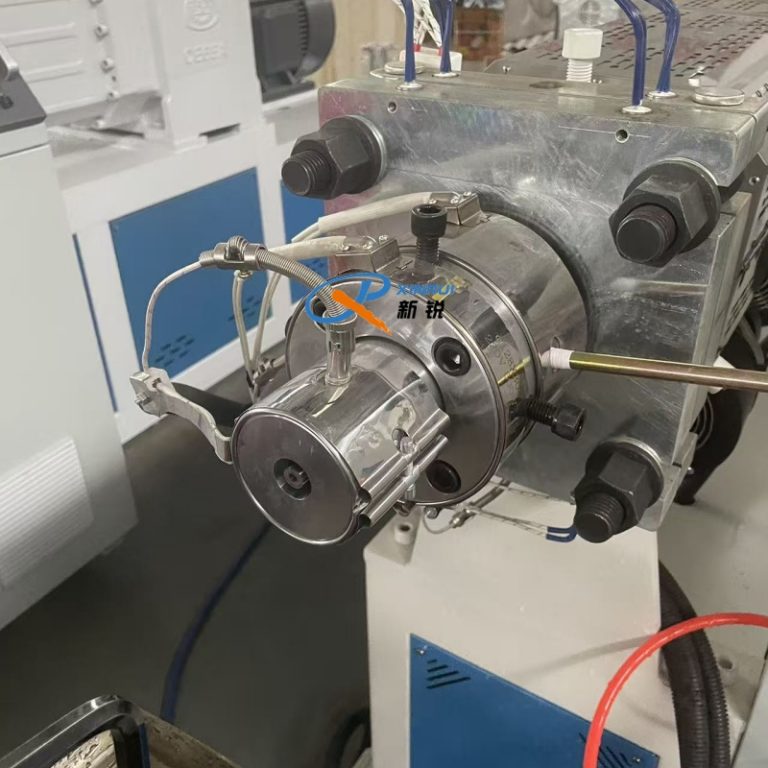
Фильера (Экструзионная головка)
Функция: Формирует расплавленный полиуретан в полую трубку с заданными внутренним и внешним диаметрами.
Принцип работы: Расплав проходит через кольцевой зазор между дорном (формирует внутренний диаметр) и мундштуком (формирует внешний диаметр). Через дорн часто подается сжатый воздух, чтобы трубка не схлопывалась до момента остывания.
Ванна охлаждения
Функция: Охлаждение и первичная калибровка трубки после выхода из фильеры.
Процесс: Горячая и пластичная трубка попадает в закрытую ванну с водой, где быстро и равномерно охлаждается, чтобы зафиксировать свою форму и размеры. Часто в начале ванны используется вакуумный калибратор — устройство, которое создает разрежение, прижимая трубку к охлаждаемым стенкам для получения идеально круглого и точного внешнего диаметра.
Струйный принтер
Функция: Нанесение постоянной маркировки на внешнюю поверхность остывшей трубки.
Что наносит: Логотип производителя, название материала (например, PU, Polyurethane), размеры (например, Ø6×4 мм), дату производства или другую важную информацию.
Измеритель диаметра
Функция: Непрерывный автоматический контроль внешнего диаметра готовой трубки.
Принцип работы: Бесконтактно сканирует трубку лазерным лучом, вычисляет точный диаметр и сравнивает его с заданным эталоном. В случае отклонения подает сигнал оператору для корректировки параметров экструзии (скорости, температуры), обеспечивая стабильное качество продукции.
Тянущее устройство
Функция: Обеспечение постоянного и равномерного движения трубки по всей длине линии от экструдера до намотчика.
Важность: Синхронизирует скорость протяжки со скоростью выхода материала из фильеры. Это предотвращает деформации трубки (растяжение или образование «гармошки») и стабилизирует весь процесс.
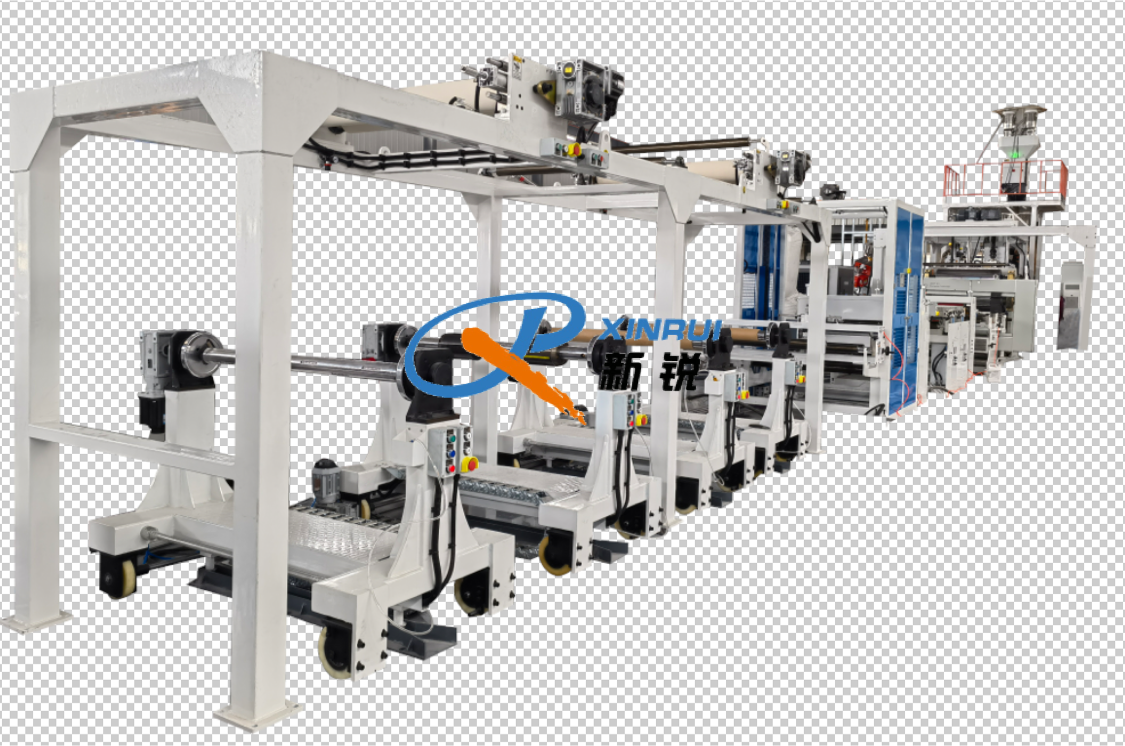
Намотчик
Функция: Аккуратная намотка готовой трубки на бухту или катушку для транспортировки и хранения.
Типы: Бывают барабанные (для длинных бухт) или револьверные (для намотки на отдельные катушки с автоматической сменой без остановки линии). Поддерживает заданное натяжение, чтобы не растягивать и не деформировать трубку.